Carpet collected through BASF’s 6ix Again program goes into shredder operated by Shred-Tech, Ltd. of Cambridge, Ontario.
Photo: BASF The American carpet industry continues to grow. According to the trade publication
Carpet & Rug Industry, 1.6 billion square yards (1.3 billion m2) of carpet were shipped in 1996, enough to cover all five New York boroughs more than one and a half times. To produce that carpet, over 2 billion pounds (900 million kg) of nylon fiber were used, 800 million pounds (360 million kg) of polypropylene, and 230 million pounds (105 million kg) of polyester. Roughly 70% of the new carpet purchased goes to replace existing carpet—for commercial settings the figure is closer to 80%. Estimates of the amount of carpet discarded every year range from 3.5 to 4 billion pounds (1.6 to 1.8 billion kg), accounting for 1% of all solid waste by weight, or 2% by volume.
One or two percent may not seem like a large fraction of the total, but considering that carpets are just one among many thousands of waste products, it’s a huge share of the problem. This disposal issue, together with concerns about public perception of the carpet industry as a huge consumer of petrochemical resources, has driven the industry to pursue recycling options. Some early efforts were described previously in
EBN (
Vol. 3, No. 6). Here we provide updates on these efforts and describe some exciting new developments in the industry. We also assess some of the obstacles to be overcome before recycling can begin to make a dent in the solid waste flow.
Carpet Tiles Lead the Way
Milliken, Collins & Aikman, and Interface, the three biggest manufacturers of modular carpet tiles—as opposed to broadloom carpet—are leading the pack when it comes to recycling. Semi-rigid carpet tiles are typically on the more expensive end of the carpeting spectrum. As a result, they are less affected by the cutthroat competition that has pushed some sectors of the carpet industry to cut production costs at the expense of everything else—quality, service, and the environment. The fact that carpet tiles come in small modules (typically 18” square—450 mm) gives them an inherent advantage over broadloom carpet—if any area is damaged or prematurely worn, it can be easily replaced without affecting the entire floor area. Carpet tiles also allow for easy access to cavities under raised floors, and they are installed using peel-and-stick adhesives that tend to offgas less than typical carpet adhesive. Adding to these inherent advantages in their product, the three major tile manufacturers have all moved way out in front of most of the industry when it comes to recycling.
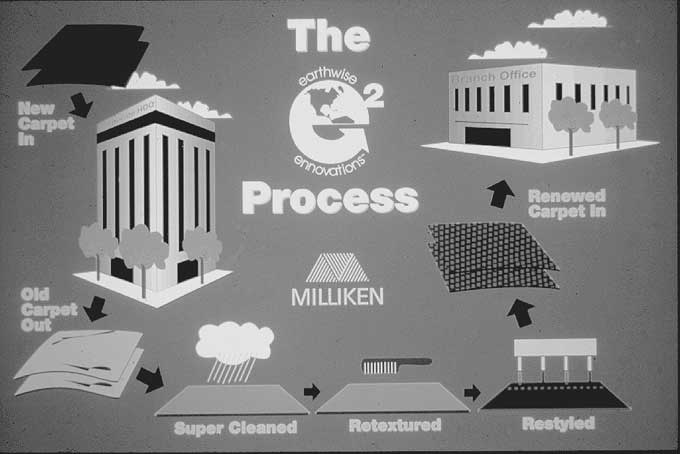
On the spectrum of possibilities between direct reuse of a product and total remanufacturing, Milliken’s Earthwise Ennovations program is admirably close to the reuse end. Recognizing that supposedly “worn-out” carpet tile is usually in fine shape, except for dirt, discoloration, and some compression of the face fibers, Milliken has developed a process for sprucing up old tiles. The process involves deep cleaning, retexturing of the surface, and overprinting a new pattern on top of the existing color.
If this resurfacing process required the use of toxic chemicals and created a lot of toxic waste from cleaning and printing, it might not be as attractive. Although for proprietary reasons Milli-ken won’t reveal the specifics of their process, program director Vince Foody assured
EBN that the process is very clean. “We use no chemical treatments in the cleaning process,” Foody said. “We do use some water—whether in the form of steam or other forms—but it’s all recycled.” In lieu of revealing process details publicly, Milliken could increase the credibility of these claims by subjecting the process to an environmental audit by a reputable independent organization.
Foody estimates that of the carpet tiles that Milliken receives from a typical installation, between 80% and 95% are suitable for resurfacing. He claims that tiles could be resurfaced many times without loss of physical properties. The limitation is the color: “We can only add pattern, we can’t take it out,” Foody explains. “Well, we could take it out, but that would require bleach, and that would ruin the environmental friendliness and cost savings.” So, with each cycle the tiles get darker in color, which limits the repatterning options.
In response to this limitation, Foody reports that the company has started to assess the design of its new tiles with an eye towards future repatterning options. He envisions selling purchasers of new carpet tile not only an existing pattern, but also showing them the options for second, third, and forth generation patterns on the same carpet. Milliken has registered the tradename “Precycle” as an indication that its products are designed to be resurfaced and reused.
Of the big three tile manufacturers, Milliken makes the only carpet tile that does not use a PVC backing. Foody claims that their olefin backing is more stable than PVC—which may explain why the other manufacturers are not using similar heat-based processes to resurface their own tiles.
Until this year, Milliken has run the Earthwise Ennovations program on a pilot basis, with very little processing capacity. In 1996 the company took advantage of the need to rebuild from a devastating fire at a dyeing and finishing plant to expand that capacity 20-fold and can now resurface “millions of yards a year.” The process won Milliken First Place in the 1995 Keep America Beautiful National Awards in the Reduce, Reuse, Recycle (Business/Industry) category. Perhaps most significant, however, is that there is a strong financial incentive for end users to choose this process—the resurfaced carpet costs only about half as much as new.
Old carpet becomes new backing
Milliken’s reuse program is a step above recycling.
Source: Milliken Collins & Aikman (C&A) led the industry in 1995 with a process that takes old carpet and manufacturing waste and makes lower-value comingled plastic products, such as traffic stops and industrial flooring. Now C&A is again out in front with the industry’s first commercial-scale operation that uses material from old carpet to make new carpet. This latest technology is proving so successful that the company expects the recycled-content carpet tiles to be its primary product within the year.
Collins & Aikman Floorcovering was just bought by a group of international financial interests with little background in the carpet industry, but the company’s management team has remained intact. Its former parent company, C&A Corporate, is concentrating on its primary market: automotive interiors. C&A Floor-covering makes only modular carpet tiles and six-foot-wide (1.8 m) roll carpet, both of which use PVC backing.
While C&A’s comingled plastic extrusions have provided an end-use for material that was previously landfilled, the company heard criticism that it was “downcycling” the plastic resins into lower-value products, rather than pursuing true closed-loop recycling. In response, C&A developed a process for using manufacturing waste and used carpet to produce new backing for its carpet tiles. “We take the entire [carpet] composite, size reduce it, blend it, and reextrude it into a backing,” explains Lee Shilling, Senior Vice President of Marketing and Sales.
Nylon has a much higher melting temperature than PVC, so C&A is able to melt the PVC backing from used carpet, while keeping the nylon fibers intact. The resulting product makes up as much as 75% of the new ER3 backing, which is essentially a PVC backing reinforced with short lengths of nylon fibers from the old facing. Virgin PVC and low-density polyethylene are added to the recycled mix, and the product is shaped into backing using calendaring technology borrowed from the wallpaper industry. After two years of testing, C&A now believes that this recycled backing may be better than their conventional, virgin-resin backing: “It may be the best modular tile we’ve ever made,” said Shilling.
Tiles with the ER3 backing are now being sold at the same price ($17 to $19 per square yard—$20 to $23 per m2) and with the same warranty as C&A’s conventional product. The ER3 backing costs the company more to make, but that shouldn’t be the case for long. “Right now we are taking a hit, but long term, with economies of scale and production, we’re confident that we’ll come out OK,” says Shilling. The ER3 “will probably become our standard tile backing during 1997,” Shilling reports. The ER3 is presently made from a 50/50 mix of (post-consumer) used carpet and (post-industrial) manufacturing waste, but Shilling expects the post-consumer share of that mix to increase as collection of used carpet improves. Shilling also reports that they are not limited to recycling their own products but can take modular tile from any manufacturer—even those with non-PVC backing, such as Milliken’s—for use in the process.
Jan Daggett of Cellular One in Madison, Wisconsin chose the ER3 product over C&A’s regular tile because it was in line with Cellular One’s support for recycling. The designer on the project was reluctant to go with such a new product, but Daggett was convinced that C&A would stand behind it. Although the installation is still underway, Daggett is quite pleased with what she’s seen so far: “My designer has commented that it’s virtually seamless—you can’t even tell that it is carpet tile,” Daggett reports. “Normally you would have a two-week period before those seams start to ‘walk’ out.”
While Milliken is out front with carpet reuse and C&A is leading the pack in terms of conventional recycling, Interface Flooring has broken new ground on the financing side. By working to lease new carpet to customers instead of selling it (see
EBN
Vol. 4, No. 3), Interface is seeking the financial relationships that are most likely to make closed-loop technologies viable. Getting potential customers to see the advantages of the leasing arrangement has been a challenge, however, so only two facilities currently have the leased carpet installed.
Although Interface has not yet commercialized recycling technologies to the extent that Milliken and C&A have, the company is working towards some very high ideals. Driven by the well-publicized commitment to sustainability of CEO Ray Anderson (see
EBN
Vol. 5, No. 1), Interface is striving for true closed-loop recycling while reducing the overall life cycle impacts of the process. Mike Bertolucci, president of Interface Research Corp., points out that C&A’s recycling process is not really closed-loop recycling: “We view the technology that’s being used as an example of downcycling,” he says. “The high embodied energy of the nylon is being wasted in the backing.” In addition to fully closing the loop, Interface is striving to create a process driven by renewable energy sources and to set up a global network that will help minimize the transportation requirements, with their associated environmental impacts. “The energy in transportation is a key element that we’re very sensitive to,” Bertolucci says. He would not predict a time-frame for commercialization of these efforts but reports that the company is committed to investing money and resources to bring them into reality.
Among the company’s many initiatives, Interface is working with Custom Cryogenic Grinding Corp., a Simcoe, Ontario company that specializes in cryogenic (deep-freeze) grinding of plastics. PVC can be hard to grind at normal temperatures, but after supercooling it with liquid nitrogen, it can be ground up uniformly and efficiently. After grinding trim and waste carpet tiles, the end result is a PVC powder largely separated from the remaining nylon face fibers.
Interface is also trying to push the envelope by getting away from synthetics entirely and joining instead with the natural cycles of ecological systems. The company is developing a broadloom carpet made entirely of hemp, which they hope to have on the market sometime in 1998. It may not be as easy to make a carpet tile from hemp, however, because the natural fiber is not as stable dimensionally as a synthetic. While it is not currently legal to grow hemp in the U.S., Interface has a Canadian source for the fiber and is pushing for the legalization of domestic production.
Broadloom Recycling in the Hands of Nylon Producers
Nylon is the most valuable resin used in carpets, so it is generally assumed that reclaiming nylon will be a primary economic driver of carpet recycling. Manufacturing new carpet- grade nylon fiber from old is also the only way to achieve true closed-loop recycling for this type of carpet. Since it is the nylon suppliers who deal with the chemistry and production of nylon fiber, it makes sense that they would handle the recycling end as well.
Apart from the logistical problem of collecting used carpet, there are two main hurdles to be overcome when recycling nylon. First, the nylon face fiber must be separated from the other constituents of the carpet—typically polypropylene fabric as a primary backing, styrene butadiene latex (SB latex) adhesive as a secondary backing, and all the dirt and contaminants that accumulate in carpets over time. Once isolated, the nylon fibers must somehow be reprocessed into a usable form. Although various technologies have been developed for both of these tasks, none is particularly cheap or easy.
Nearly all nylon used for carpet in the U.S. comes from four manufacturers: DuPont, Monsanto, Allied-Signal, and BASF. AlliedSignal and BASF produce fiber of nylon 6, while DuPont and Monsanto produce the slightly more complex nylon 6,6 fiber. Of the two, nylon 6 is generally considered easier to recycle. While all four manufacturers are working on recycling technologies, only DuPont and BASF have initiated collection programs and started processing carpet commercially.
Collins & Aikman’s new ER3 recycled backing is a big step towards closed-loop recycling, and a very high-quality product.
Photo: Collins DuPont has the most developed collection program in its Partnership for Carpet Reclamation. While the program has been in effect since 1991, it is now expanding in scope. As of April 1997, all old carpet removed by dealers for DuPont Flooring Systems—a network of floorcovering retailers owned or franchised by DuPont—is being processed through DuPont’s Partner- ship for Carpet Reclamation. Du-Pont’s network of collection sites is by far the most extensive in the industry, with 61 sites and new ones being added all the time. DuPont expects to collect 28 million pounds (13 million kg) of carpet through this network in 1997. The dealers do charge customers for the service of taking away their old carpet, though the fee is intended to be in line with the cost of typical disposal methods.
A large part of the program’s expansion is being driven by a new commitment from Ford to purchase a nylon resin with 25% recycled content to make air-cleaner housings for all of its domestic autos. Thirty to 35 percent of the carpet collected through DuPont’s program is shredded and mechanically separated by resin type at the company’s Chattanooga, Tennessee processing facility for this use. Nylon from the face fibers, separated to 98% purity, is mixed with virgin nylon, minerals, and black dye to make the custom resin. DuPont’s carpet reclamation manager, Mark Ryan, notes that there are a number of other under-the-hood auto parts that could be made from the recycled nylon, so the potential market for nylon from old carpets is quite large.
Much of the other carpet collected by DuPont is processed by C’Board USA, Inc. of Dalton, Georgia into fibrous padding and soundproofing. Certain products are passed along to specific processors that can get more value from them. C&A’s carpet tile, for example, is transferred to C&A for use in their recycling program. While DuPont has made a commitment not to landfill any collected carpet, a small amount that is not recyclable through the program, and miscellaneous trash that gets collected with the carpet, goes to a waste-to-energy incinerator. Not more than 5% of the collected carpet is incinerated, according to Ryan.
DuPont has also built a pilot facility in Kingston, Ontario that is demonstrating the company’s technology for depolymerizing nylon face fiber back into its monomer constituents. This step is essential if the nylon is to be recycled into new carpet fiber. For the process to be economically viable, however, it would have to be established on a very large scale and would depend on support from the rest of the industry.
BASF 6ix Again
Relying on a depolymerization technology for its nylon 6 fiber, BASF made a commitment in February 1994 to take back any carpet made with the com-pany’s own face fiber, provided it was identified as such on the back of the carpet. This identifier appears only on carpets made after the program was initiated, so not much carpet is expected to be returned for several more years. In February of this year, BASF greatly expanded its collection program with a commitment to take in
any carpet that is removed in the process of installing a new carpet with BASF’s nylon fiber.
Like DuPont, BASF is guaranteeing that the collected carpet will not go to a landfill but reserves the right to incinerate carpet that it can’t recycle. Also like DuPont, BASF is trying to facilitate collection but won’t promise that it will always take in carpet for less than the cost of landfilling it. And with only six collection centers currently open, transportation costs for the used carpet may be prohibitive. To process used carpet with non-BASF fibers, the company is cooperating with various independent recyclers, including United Recycling, Inc. of St. Paul, Minnesota.
AlliedSignal and Monsanto are each developing their own recycling technologies, but neither has taken an aggressive stance on collection of used carpet. Monsanto pioneered a technology that allows mixed resins to be processed together into lower-value uses that can accept the comingled plastics. Jerry Dickerson, who leads an R&D team at Mon-santo’s Gonzalez, Florida facility, reports that the technology “was a technical success and a commercial failure.”
Dickerson is now optimistic about a new approach that entails using solvents to dissolve the nylon off of the carpet and then precipitating the nylon out of the solution. The solvents are relatively benign, according to Dickerson, and all are recycled within the process. Using this strategy, his team has succeeded is isolating nylon that is pure enough to be respun into carpet fiber, which no other approach, short of depolymerizing the resin, has accomplished. They are still having trouble removing all the dye from the resin, however, and have yet to test the process on a large scale. “It’s at least three to five years away from commercialization,” Dickerson cautions.
AlliedSignal was a partner with the U.S. Department of Energy National Renewable Energy Lab (NREL) on a selective pyrolysis technology to separate out the various resins from carpet. The company has since abandoned this joint venture with NREL to pursue its own depolymerization process, which it is patenting, according to Recycling Program mana- ger Edward Duffy. NREL is reportedly continuing with the pyrolysis technology on its own.
Other Players are Also Busy
Parking stops are one of the early products made from old carpet by Collins & Aikman, but they’re still popular.
Photo: Collins In addition to the four large nylon producers and the three major carpet tile manufacturers, a number of other companies are helping to drive the recycling process. In different ways, these companies are both cooperating with and competing with many of the efforts described above.
United Recycling, Inc., began as a local carpet recycling effort by carpet dealers in Minne-sota’s Twin Cities. The company has since expanded dramatically and now processes a lot of used carpet for companies such as DuPont and BASF in addition to servicing its own region. United’s current process consists of reducing the plastic components of the carpet into a usable mixed-fiber feedstock. The company had worked with Mon-santo on its comingled resin tech-nology and is now working towards commercialization of a new mechanical process for “decompil-ing” carpet into its constituent fibers. United also reports plans to work on further development of NREL’s selective pyrolysis technology. The company has excess capacity at its Minnesota plant, which can process more than a million pounds of carpet waste per month, but it is already looking towards expansion into other regions.
Many carpet manufacturers are actively involved in reducing and recycling their in-house manufacturing waste, and some of these approaches have implications for used carpet as well. Shaw industries, for example, has tested the use of reclaimed carpet fibers as reinforcing in concrete and for making nonwoven geotextile fabrics. Many of the recycling technologies described above, including C&A’s recycled backing and Interface’s cryogenic grinding partnership, are financed in part by the savings in solid waste disposal cost for their internal waste.
Shaw Industries is also one of several companies that is using recycled polyester (PET) resin to make new residential carpet. (Image Industries and Talisman Mills are the others.) While such products provide an end use for soda bottles, they do not address the problem of waste
carpet, and none of these companies is actively working on recycling their polyester fiber back into carpet. The rising price of nylon is pushing more manufacturers toward the use of polyester as a face fiber, so that use of recycled PET in carpets may increase as well.
This is what comes out of the shredder: shredded carpet, before any further separation.
Photo: BASF In spite of all this activity, the amount of used carpet actually being recycled today is on the order of 1% of the total carpet waste stream. To reach significant volumes, customers and end-users must be given strong economic incentives—or regulatory requirements—to have their carpet recycled. Otherwise, the vast majority will continue to be landfilled. So far, only Milliken’s resurfacing program and Interface’s carpet lease appear to be providing those incentives. Other recycling efforts are too burdened by the high cost of the process to offer end-users a better deal.
As with other recycling efforts in the plastics industry, the low cost of virgin resins is a major impediment. Even at prices exceeding a dollar per pound for nylon, it is cheaper to buy new resin than to reclaim it from old carpets.
Even after successfully reconstituting or otherwise using the face fiber (usually nylon), the processor still has huge amounts of remaining material to deal with. The polypropylene primary backing, if separated from the rest, may have some economic value, according to Ed Duffy of AlliedSignal. But the SB latex secondary backing has no value. “Latex is dirt,” says Duffy. “It’s 80% calcium carbonate filler—white dirt, but it’s dirt.” United Recycling estimates that 30%of the carpet material that it processes is nonfiber materials that must be landfilled. Thus, even the most effective recycling programs for broadloom carpet are saddled with a major solid waste headache at the end of their process. Carpet tiles, with their PVC or olefin backings, don’t have this problem with the latex and its fillers.
Looking Towards Solutions
Given the bulkiness and relatively low commercial value of used carpet, it may be necessary to merge the various parallel efforts before it can become cost-effective to collect and process the material. DuPont has the most extensive collection network, but only by increasing the volume of carpet collected can it become cost-competitive with landfill disposal. Rather than transporting all the collected carpet to one facility, larger volumes would help make regional processing centers viable, so that only the partially separated resins and processed fibers would need to be transported to manufacturing sites.
Many in the industry recognize the need for widespread cooperation, and the Carpet and Rug Institute (CRI) is a natural vehicle for such efforts. CRI recently coordinated a pilot collection program in New York City run by Bronx 2000, the nonprofit economic development group. This program also received $100,000 in funding from the Environmental Protection Agency and support from the National Association of Home-builders. A primary goal of this project is to see how much it will cost to get carpet collected and sorted for reprocessing. While such efforts are certainly a step in the right direction, CRI’s financial commitment represents little more than a drop in the bucket when compared with its recently announced $25 million cooperative advertising initiative to promote the benefits of carpet.
One of the forces driving such cooperation is the fear that if it doesn’t happen voluntarily, it may be legislated. Ironically, some sort of take-back or extended producer respon- sibility (EPR) legislation may be necessary before carpet recycling can reach the scale at which it becomes economical. Such an approach might also put a higher fee on types of carpet that are harder to recycle, driving down their market share.
To its credit, the industry has initiated one program that requires a small investment now, with potentially significant benefits down the road. Recognizing that one of the obstacles to efficient carpet recycling is the problem of identifying just what each carpet is made of, CRI has developed a coding system for new carpet. The system requires participants to label the back of their carpet, either by printing on the back directly or with a durable stick-on label. The code provides identifiers for six components:
• Face fiber
• Primary backing
• Secondary backing
• Adhesive
• Adhesive filler
• Dyes
The program was officially launched in July 1996, and about 85% of the carpet made today carries the code. The benefits of this program should start to show themselves in 6 to 10 years, as today’s carpet begins to be replaced.
To further the recycling effort, contractors and designers should be aware of the many recycling options that are becoming available and take advantage of these whenever possible. If the carpet being removed is in good condition, consider having it thoroughly cleaned and donated to a charitable institution. If it’s carpet tile, contact Milliken about resurfacing it for use in another facility. Include reuse or recycling of old carpet in the bid specifications for every renovation or remodeling project, and make future recyclability a factor when choosing new carpet.

 On the spectrum of possibilities between direct reuse of a product and total remanufacturing, Milliken’s Earthwise Ennovations program is admirably close to the reuse end. Recognizing that supposedly “worn-out” carpet tile is usually in fine shape, except for dirt, discoloration, and some compression of the face fibers, Milliken has developed a process for sprucing up old tiles. The process involves deep cleaning, retexturing of the surface, and overprinting a new pattern on top of the existing color.
On the spectrum of possibilities between direct reuse of a product and total remanufacturing, Milliken’s Earthwise Ennovations program is admirably close to the reuse end. Recognizing that supposedly “worn-out” carpet tile is usually in fine shape, except for dirt, discoloration, and some compression of the face fibers, Milliken has developed a process for sprucing up old tiles. The process involves deep cleaning, retexturing of the surface, and overprinting a new pattern on top of the existing color.