Structural insulated panel home under construction using R-Control® EPS-core panels.
Photo: AFM Corp. Over the past few years, growth in this building system has been occurring at a rate of about 30% per year. Though SIP houses today represent less than 1% of residential and light commercial buildings, Cynthia Gardstein, Executive Director of the Structural Insulated Panel Association (SIPA), believes the market share will grow to 5% in just a few years.
SIP construction is attractive in part because it allows very rapid erection of a building shell, helping to control labor costs while reducing dependence on skilled framing contractors. From an environmental perspective, SIPs offer superb energy performance, both high R-value and excellent airtightness.
They are widely believed to reduce wood use, but their benefit in that arena may be overstated. SIPs are incorporated into some of the highest-profile green demonstration homes that have been built in the ‘90s. This article examines the energy and resource benefits of structural insulated panels, while also addressing some of the other, less publicized environmental considerations related to SIP construction, including indoor air quality, durability, and life-cycle concerns about foam insulation.
What Are Structural Insulated Panels?
Structural insulated panels have two structural panels (skins), usually oriented-strand board or OSB, on either side of an insulating core. The term “stressed-skin insulating core panel” is a more technically accurate description of this type of panel, but we’ll stick with the industry convention and use the more generic name. There are also similar but non-structural panels, with OSB on the exterior and drywall on the interior, made for enclosing timber-frame structures.
The first SIPs were reportedly made in the 1950s by architect Alden Dow, the brother of Dow Chemical’s founder. He glued plywood skins to both sides of Styrofoam® extruded polystyrene. Most SIPs today are made with 7⁄16” (11 mm) to 5⁄8” (16 mm) OSB skins glued to expanded polystyrene (EPS) insulation cores. A few manufacturers produce SIPs in a continuous or single-panel lamination process in which polyisocyanurate (a type of polyurethane foam) is injected between the two OSB skins. The foam expands under controlled conditions, bonding with the OSB. One company (Agriboard) produces a SIP with compressed straw as the core material (see EBN Vol. 7, No. 1, p. 7, and Vol. 7, No. 4, p. 13), but this article concentrates on foam-core structural insulated panels.
EPS foam is by far the most common type of foam used in SIPs, with polyurethane accounting for only about 5% of product, according to SIPA. There are between 60 and 70 SIP manufacturers in North America, some of which are very small operations. These companies produce an estimated 32 million ft2 (3 million m2) of panels annually (roughly $80 million worth), enough for the walls and roofs of more than 8,000 houses, according to SIPA. As the industry matures, consolidation of these companies is likely.
SIPs range in thickness from 4 1⁄2” (114 mm) to 12 1⁄4” (310 mm), providing an insulating value from R-15 to R-45 (RSI-2.6 to RSI-7.9). Panels are available in dimensions ranging from 4’ x 8’ (1.2 m x 2.4 m) up to 8’ x 24’ (2.4 m x 7.3 m). SIPs provide very high strength—up to twice the strength of conventional wood framing, according to manufacturers. Their strength is based on the same principle as an I-beam—that the stresses on a structural member are concentrated at the edges. In SIPs, the structural component is the OSB skins, which are held apart by the foam core. Like an I-beam, the further the structural skins are held apart, the greater the strength.
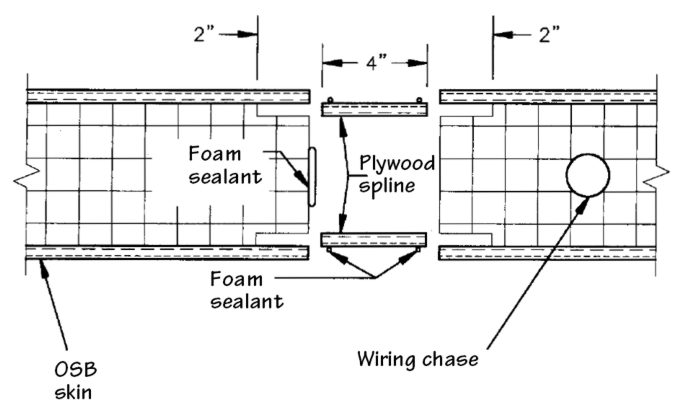
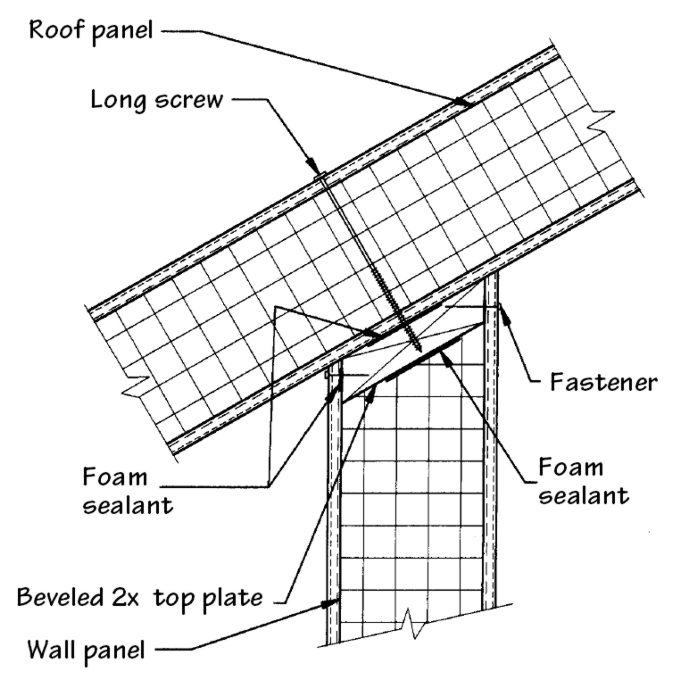
Typical construction practices involve setting pre-routed panels onto sill plates made of standard dimension lumber, and joining panels with plywood splines that fit into pre-routed grooves along the panel edges (see figure). Dimension lumber is also inset into the panels around the perimeter of window and door openings. Manufacturers have devised hundreds of details for supporting floor systems on the face of the panels, supporting structural beams, securing roof panels, building soffit returns, and so forth.
Energy Performance
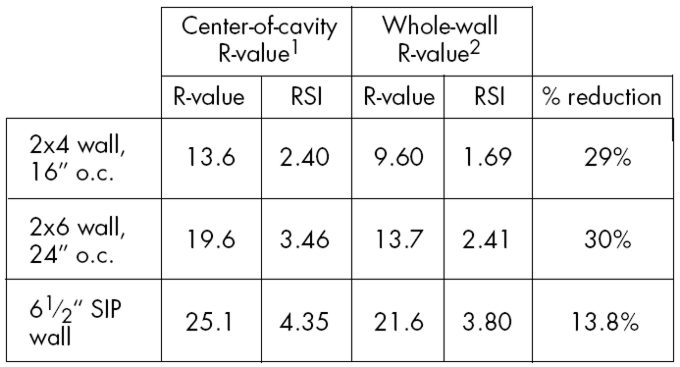
Table 1. Comparing Center-of-cavity and Whole-wall R-values for Three Wall Systems
1.Center-of-cavity R-value is the maximum total R-value of a wall system, obtained by adding the component R-values for insulation, sheathing, drywall, etc. 2.Whole-wall R-value is an average measure of R-value that accounts for the framing as well as windows and other openings in a standardized wall system. Source: Oak Ridge National Laboratory
1.Center-of-cavity R-value is the maximum total R-value of a wall system, obtained by adding the component R-values for insulation, sheathing, drywall, etc.
2.Whole-wall R-value is an average measure of R-value that accounts for the framing as well as windows and other openings in a standardized wall system.
Source: Oak Ridge National Laboratory
The most important environmental feature of structural insulated panels is their superb energy performance. Assuming thick enough panels are used, SIPs insulate quite well—the lowest insulating value of a SIP is R-15 (RSI-2.6), for a 4 1⁄2”-thick (114 mm) panel with a 3 5⁄8” (92 mm) core of standard EPS. Panels with polyurethane foam insulate even better—a 4 1⁄2” polyurethane panel provides R-25 (RSI-4.4) because of the low-conductivity gas in the foam cells. Because there are fewer framing members extending through the wall with SIP construction, the whole-wall R-value is much closer to the center-of-cavity R-value than is the case with stick framing (see Table 1 at right).
Researchers at Oak Ridge National Laboratory have pioneered this concept of whole-wall R-value to more accurately represent actual energy flows through a building envelope.
In addition to the benefit of having fewer thermal breaks through the wall, SIP construction is also generally more airtight than standard frame construction. Studies conducted by Architecture Professor G. Z. Brown at the University of Oregon found dramatic air tightness benefits with SIPs. In a 1992 study comparing different types of panelized housing, six small apartments were constructed. The SIP apartment tested out at 0.16 air changes per hour, while open-panel construction—which compares roughly to standard framing—tested out at 0.34 to 0.39 air changes per hour. A 1,600 square-foot (149 m2) demonstration home built in 1994 achieved even greater air tightness: 0.09 air changes per hour (normalized from 2.3 ACH at 50 pascals) with fresh-air inlets and dryer vents open. (With fresh-air inlets and dryer vents closed, the air tightness of this demonstration house was measured at 1.39 ACH at 50 pascals.) This house had 8 5⁄16” (211 mm) wall panels, 10 1⁄8” (257 mm) roof panels, and 6 3⁄8” (162 mm) floor panels.
Source: “Side-by-Side Evaluation of a Stressed-Skin Insulated-Core Panel House and a Conventional Stud-Frame House: Final Report,” by Armin Rudd and Subrato Chandra, Florida Solar Energy Center, January 1994.
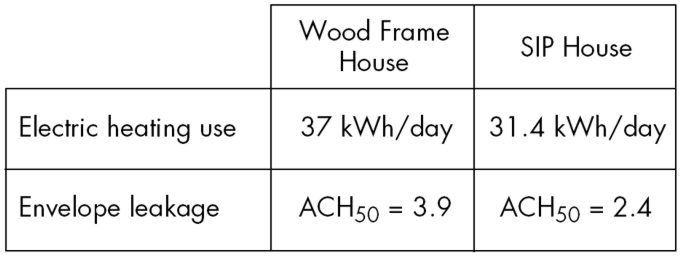
In another study, researchers at the Florida Solar Energy Center oversaw the construction of two nearly identical 1,200 square-foot (111 m2), electrically heated houses in Louisville, Kentucky. The wood-frame house had 2x4 walls with R-13 (RSI-2.9) fiberglass insulation and 1⁄2” (13 mm) rigid insulation over the frame, and R-30 (RSI-5.3) cellulose insulation in the truss roof. The SIP house had walls of 3 5⁄8” (92 mm) EPS-core panels rated at R-15 (RSI-2.6) and a ceiling/roof of 7 3⁄8” (190 mm) panels rated at R-30 (RSI-5.3). Windows were identical in the two houses (double-pane, aluminum-clad wood), as were the foundation systems (slab-on-grade with block stem wall insulated to a depth of 2’ (600 mm) with R-10 (RSI-1.8) rigid insulation.
The houses were monitored with “simulated occupancy” prior to families moving in. The SIP house used 15% less electricity for heating and was 38% tighter (see Table 2).
Dual plywood splines are more resource-efficient than the older practice of joining panels with dimension lumber (2x4s, 2x6s, etc.) that extends from inner to outer skin.
Panel edges and corners generally require two-by framing lumber inserts. In thick roof panels, large-dimension lumber (2x10s, 2x12s) may be required.
The argument is often made that structural insulated panels offer significant savings in wood use. After all, the studs—or most of them—are eliminated.
The Guide to Resource Efficient Building Elements, published by the Center for Resourceful Building Technology in Missoula, Montana, claims a 25% reduction in wood use for an average wall section.
G. Z. Brown and his fellow researchers at the University of Oregon compared wood use in the model SIP home described above with an identically sized reference house with the same energy performance. To achieve comparable energy performance, the reference house was built with advanced framing using 2x8 studs and 2x12 rafters 24” (600 mm) on-center, and 2x10 floor joists. They found that the SIP house used 5% less total wood, but 50% less framing lumber. The researchers’ use of advanced framing techniques in the stick-framed house makes it more wood-efficient than standard construction, but this benefit was partly offset by their use of 2x8 wall studs, rather than a less wood-intensive choice, such as 2x4 studs with exterior foam insulation.
Overall, the 5% reduction in wood use is not as dramatic as many panel advocates have claimed.
On the other hand, the wood that is used in the panel skins is generally from fast-growing, small-diameter trees. In the midwestern U.S. and Canada, OSB is typically produced from aspen, according to Kurt Bigbee of APA – The Engineered Wood Association, while in the Southeast, southern pine, yellow poplar, and mixed hardwoods are used.
Amos Winter, of Winter Panel Corp. in Brattleboro, Vermont, suggests that total wood use with SIP construction is greater than with conventional wood framing. This is because the SIPs have wood sheathing on both sides of the wall, while frame walls only have sheathing on the exterior—and sometimes they have none at all. He agrees that SIP construction generally uses less dimension lumber, however.
Depending on panel thickness and the detailing used at panel joints, corners, and rough openings, some SIP houses can use a surprisingly significant quantity of large-dimension lumber. A builder using 12 1⁄4” (311 mm) EPS-core roof panels, for example, typically uses 2x12s at panel edges, ridgeline, and penetrations.
Environmental Characteristics of the Foam
The biggest environmental concern with foam insulation today is ozone depletion from the blowing agents used in certain foams. All polyurethane foam used for SIPs in the United States today contains the ozone-depleting hydrochlorofluorocarbon HCFC-141b. Expanded polystyrene (EPS), the insulation used by the large majority of SIP manufacturers does not contain HCFCs or other ozone-depleting chemicals. Therefore, from an environmental standpoint, EPS is the preferred product.
That may not be the case for long, however. One manufacturer of polyisocyanurate foam insulation, Atlas Roofing Corp., has just begun producing a polyiso foam blown with hydrocarbons (isomers of pentane) in place of the HCFC-141b (see product review, page 6). Though Atlas does not make SIPs, the largest manufacturer of polyurethane SIPs in the country, Winter Panel Corporation, has the technological know-how to produce pentane-blown polyurethane. In a joint venture in Germany, Winter Panel built a SIP manufacturing plant in 1994 that uses pentane as the blowing agent.
According to company president Amos Winter, pentane works very well as a blowing agent if it is done right. The cell structure is finer, and the foam is more dimensionally stable than foam made with HCFC-141b, he told EBN. Dealing with the highly flammable pentane, however, is expensive. Winter Panel spent $500,000 for a vacuum system to capture pentane from the manufacturing production line. While they weren’t required to destroy the pentane thus captured—it is simply vented—Winter has also consulted on the design of another polyurethane plant in which the pentane is passed through a burner to thermally destroy it.
In spite of this experience, Winter has not yet decided whether Winter Panel will switch to pentane or to an HFC blowing agent. In any case, polyurethane will not continue to be produced with HCFCs for long—HCFC-141b has to be phased out by January 1, 2003—and once that happens, polyurethane will be as good as EPS from an ozone-depletion standpoint.
What about environmental burdens associated with the chemical precursors used in EPS and polyurethane? That turns out to be a quite difficult question. Both types of foam are produced from some pretty toxic and environmentally hazardous chemical intermediaries, and both are ultimately derived primarily from fossil fuels—petroleum and natural gas. According to the American Institute of Architects’ Environmental Resource Guide, polystyrene is made by reacting ethylene (from natural gas or crude oil) with benzene (from crude oil, via naphtha catalytic reforming) to produce ethyl-benzene. The ethyl-benzene is converted into styrene monomer, which is then polymerized into polystyrene using isopentane. Benzene and styrene monomer are both environmental toxins that are highly regulated.
In polyurethane manufacture, raw materials are crude oil, natural gas, and chlorine (from salt mining). From the crude oil, propylene is generated and converted into propylene oxide, then propylene glycol. Also from the crude oil, benzene is produced through catalytic reforming then converted into nitrobenzene using nitric acid (produced from the natural gas). The nitrobenzene is then converted into aniline, which is reacted with formaldehyde (from natural gas) and phosgene (from natural gas and the chlorine) to produce PMDI. The PMDI reacts with propylene glycol in the presence of a blowing agent (usually HCFC-141b) to produce polyurethane.
With both types of foam, the greatest impacts are not at the SIP plant but at the chemical factories where the constituent chemicals are produced. Determining which of these manufacturing processes is more environmentally damaging is very difficult. Not only are the processes very different, but there are big differences between manufacturing plants. Outdoor equipment manufacturer Patagonia researched this same question when choosing a material for surfboards, but they also reached no firm conclusion: “I guess it comes down to the ill-effect of styrene vs. TDI and chloro-organics,” says Eric Wilmanns of Patagonia’s Environmental Research and Development Department. “Pick your poison.”
Environmental impacts are also dependent on the quantity of the material used. By volume, SIPs with EPS require more material than those with polyurethane to provide equivalent thermal performance, since the EPS is only R-4 per inch (RSI/m-28) to polyurethane’s R-6.5 (RSI/m-45). By weight, however, the equation is reversed. EPS in SIPs is about 1 lb/ft3 (16 kg/m3) in density, while polyurethane is 2.3 lb/ft3 (37 kg/m
3). So, while a panel with a given R-value with polyurethane has 38% less foam by volume than one with EPS, it has 29% more foam by mass. To further complicate the issue, EPS panels require adhesive—usually polyurethane—to bond the shins to the foam board stock. (Polyurethane foam is self-adhering if foam is injected between shins in a one-step process, as it is with Winter Panel and Murus Panel.)
The two plastics are very different in terms of recycling potential. EPS is a thermoplastic, which means that the foam will melt. It can be collected and reshaped as a foam, or remanufactured in other polystyrene products. AFM Corporation claims that many of its member factories recycle their own scrap, take scrap back from builders, and even serve as collection points for community EPS recycling programs. (A broader plastics industry initiative to set up a national network for polystyrene recycling fizzled out several years ago.) Polyurethane, on the other hand, is a thermoset plastic. Once formed, it will not melt. Aside from grinding it up as filler for some industrial applications, there are few outlets for it as a recycled product. The OSB skins from scrap SIPs are not easily recycled or reused, due to the foam bonded to their surface.
From experts EBN has spoken with, the primary indoor air quality concern with structural insulated panels seems to be from the OSB. OSB today is produced with either 100% phenol-formaldehyde (PF) binder, or a combination of methyl diisocyanate (MDI) binder and PF. Phenol formaldehyde may offgas small quantities of formaldehyde gas over time. Though the rate of formaldehyde offgassing is significantly lower than occurs with interior-grade particleboards and plywood made with urea-formaldehyde (UF) binder, it is still high enough to be a concern, particularly for people with chemical sensitivities.
More and more manufacturers of OSB are shifting to MDI (polyurethane) binder, because of superior performance. The largest producer of OSB, for example, Louisiana-Pacific, has shifted to MDI in all of its OSB plants. However, very few OSB manufacturers are currently using 100% MDI. Instead, they use MDI for the inner core of the OSB panel, but PF binder for the outer layers. They do this to keep the binder from sticking to the platens, or rollers in the plant. Because the outer layers typically account for about 50% of the panel thickness, total usage of PF binders in most MDI-core panels is still quite significant.
EBN is not aware of any SIPs made from 100% MDI-bonded OSB.
Very little information is available on IAQ concerns with the EPS or polyurethane foam core. Indoor air quality expert and healthy home builder John Bower, of the Healthy House Institute in Bloomington, Indiana, is not all that concerned. “I don’t have a real problem with either of them from an indoor air quality standpoint,” he told EBN. He said that while isos and urethanes are fairly nasty during manufacture, chemically sensitive people are usually not bothered by them. He had little information on polystyrene and knew of no quantitative studies on either type of foam. “I would be more concerned with the skin,” he said. Phenol formaldehyde-bonded wood products offgas ten times as much formaldehyde as does pine, according to Bower, and the formaldehyde levels of pine are high enough to cause problems with chemically sensitive individuals.
Dr. Virginia Salares, an indoor air quality expert with Canada Mortgage and Housing Corporation, disagrees. She is more concerned with the foam insulation core than with the OSB facings, but she is aware of no studies that address IAQ concerns with these foams. She noted that styrene is identified as a possible carcinogen, but that the amount of unreacted styrene monomer in EPS foam is very low.
Another IAQ issue is health of factory workers. Isocyanate is an extremely toxic chemical. Some engineered lumber plants that use MDI binder have experienced significant worker health problems, EBN has learned. Is this also a concern with polyurethane foam manufacture? No, according to Amos Winter. “Our stuff is totally encapsulated as it’s curing,” he said. Winter told EBN that testing for MDI in his plant did not turn up detectable levels. When MDI is used as a binder for engineered wood, on the other hand, the chance of release into the air is far greater, he argued, because the MDI is atomized then sprayed onto the wood chips before pressing—instead of being reacted in a closed process.
Susceptibility to Insects
One potential weakness of foam insulation in general, and SIPs in particular, is that they make comfortable nesting chambers for carpenter ants, termites, and other destructive insects. Panel manufacturers generally recommend an aggressive pesticide treatment program both during and after construction to prevent infestation. This may mean significant exposure by building occupants and the surrounding environment to toxic insecticides.
This concern has been addressed by a large chunk of the SIP industry, however. AFM Corporation, which was set up by a number of leading EPS manufacturers to develop, permit, and market SIPs, has patented a process for incorporating a borate solution into the foam itself. This relatively nontoxic pesticide is apparently quite effective at preventing infestations. AFM’s network includes 19 manufacturers of R-Control™ panels, and they are all required to use the borate-treated foam, trademarked Perform Guard™, in their panels. They are also required to apply the same borate solution—U.S. Borax’s Tim-Bor™—to the exterior of their panels. This policy allows AFM to guarantee their panels against insect infestation.
Because AFM has patented the borate inclusion process, unaffiliated panel manufacturers can make treated panels only if they purchase the Perform Guard EPS foam from an AFM manufacturer. AFM’s 19 manufacturers, operating 21 plants, control about 60% of the EPS-panel market, according to Marketing Coordinator Kari Papeleux.
Winter Panel also has a patent for incorporating borates in the polyurethane foam panels, but they don’t do so, out of concern that the borate, which is a hydrophilic salt, could attract moisture and degrade the foam.
The Murus Company also does not incorporate insect repellents. Leo Ojalla of the company told EBN that in six years he has only received a half-dozen calls about ants, and they were all owner-installed. He believes that proper seating around panels with foam sealant keeps ants out. The company recommends use of termite shields, and Ojalla has never heard of termite damage to their panels.
Another issue of concern with structural insulated panels is how long they are going to last and how well they will hold up during that lifetime. Because the material that holds the two structural skins together is a polymer, there is the risk that over time the skins could move relative to each other—a process known as creep. With a sloped roof panel, creep could cause sagging or deformation of the roof. Creep is tested as part of an overall structural testing program under ASTM E 72 by putting a panel under load for a specified period of time—typically twice the design load for 24 hours—and measuring any permanent deformation of the panel. Both EPS and polyurethane SIPs do pretty well in this testing.
Some experts, however, are concerned that the standard test procedures do not measure deformation or creep under elevated temperatures. “The ASTM test is not representative of the actual field service conditions the panels see,” says building scientist Joseph Lstiburek of the Building Science Corp. of Westford, Massachusetts. Under high temperatures, as are commonly experienced with roof panels, creep can be much more significant. This is primarily a concern with EPS panels, according to Amos Winter (whose company manufactures both polyurethane and EPS panels), because EPS, as a thermoplastic, softens at high temperatures. Polyurethane, on the other hand, should experience no significant change in creep properties as the temperature rises.
Lstiburek suggests that with EPS panels one should reduce the clear span of roof panels or increase their thickness to provide an added safety margin against possible deformation over time. EPS roof panels must be thicker than their polyurethane counterparts anyway to provide equivalent thermal insulation, so creep may not be a critical factor in sizing them.
Summing Up
Structural insulated panel construction offers significant advantages as a building system. Panels allow rapid erection of building shells with significant savings in labor. And if properly installed, they produce highly energy-efficient buildings. On the other hand, use of SIPs goes against efforts to make buildings easier to disassemble into reusable or recyclable components. And, except for the straw-core panel which doesn’t insulate as well, there are legitimate questions about the foam used in SIPs. Some people are uneasy about living with so much plastic, and foam-core SIPs are not for them.
Choosing between the two panel types also isn’t easy. Both EPS and polyurethane are petrochemical-based foams that have potentially toxic chemical precursors. Using polyurethane allows for thinner panels while maintaining good thermal performance, which translates into less wood used in construction and more usable space inside the building. While polyurethane is currently made with ozone-depleting HCFCs in the U.S., once those blowing agents have been replaced with pentane or non-ozone-depleting HFCs, polyurethane will be more environmentally acceptable. EPS is likely to remain easier to recycle, however, so the choice remains tricky. The checklist on page 12 provides a few pointers on choosing, and using, SIPs.
Wilson, A. (1998, May 1). Structural Insulated Panels: An Efficient Way to Build. Retrieved from https://www.buildinggreen.com/feature/structural-insulated-panels-efficient-way-build